Гофрокартоны играют все более важную роль в современном производстве. Являясь одним из эффективных стандартов измерения качества гофрокартона, прочность на сжатие зависит не только от процесса формования и дизайна печати, но также тесно связана с факторами окружающей среды. Поэтому в повседневном производстве , необходимо усилить испытания картона на сжатие, тестер прочности картона на разрыв, уловив кривую изменения значения силы и величины деформации в сочетании с различными влияющими факторами, для дальнейшей оценки и улучшения качества гофрированного картона.
Гофрированный картон является одним из наиболее широко используемых упаковочных контейнеров в современной упаковке из-за его легкого веса, легкости складывания, низкой цены, возможности многоразового использования и других преимуществ, в результате чего его потребление значительно увеличилось. С расширением рынка применения гофрированного картона Пользователи картонных коробок более требовательны к качеству и производительности, а гофрированный картон в различных средах должен иметь достаточную механическую прочность, чтобы выдерживать внешнюю нагрузку. Среди них характеристики сжатия всесторонне отражают основные характеристики картонной коробки, одновременно играя защитную функцию. роль в товародвижении, поэтому является основным показателем контроля качества гофрокартона.
Характеристики сжатия гофрированного картона относятся к прочности гофрированного картона на сжатие под давлением и способности защищать содержимое, обычно выражаемой прочностью на сжатие. Для расчета прочности на сжатие коробок из гофрированного картона используется множество эмпирических формул, таких как формула Келли Картера и были выдвинуты формулы Марки. Среди них формула Келли Картера признана формулой с наименьшей относительной погрешностью результатов расчета: PK=PX(4aXZ/Z) 2/3zj
Где PK — расчетная прочность на сжатие, N; PX — полная кольцевая прочность на сжатие гофрированной бумаги-основы, Н/см; Z — окружность картонной коробки (см); AXZ — константа гофрирования; J — константа картона. ;
С помощью формулы мы видим, что прочность композитного кольца исходной бумаги, а также прочность на сжатие окружности картона и гофрированного картона имеет прямую зависимость. Кроме того, процесс формования и внешние факторы окружающей среды также будут взаимодействовать, что приводит к различная степень снижения сжимающих характеристик коробок из гофрокартона.
Во-первых, качество бумаги.
1. документ с количественной основой
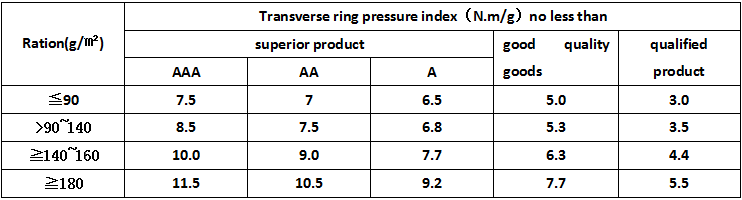
Количественный, то есть в граммах бумаги. Количественный пробоотборник используется для количественной проверки исходной бумаги. Для той же структуры волокна и процесса производства необработанной бумаги прочность кольца равна количеству необработанной бумаги, умноженному на индекс кольцевого давления. Индекс циклического давления различных типов гофрированной бумаги указан в таблице 1. Таким образом, прочность на сжатие кольца из одного и того же материала гофрированной бумаги зависит от фактического количественного применения сырой бумаги, чем больше количественное, тем больше прочность коробки на сжатие. Исходя из этого, количественная стабильность исходной бумаги, то есть равномерность толщины бумаги по всей длине, также является важным фактором, влияющим на устойчивость готовой коробки к сжатию.
2. герметичность бумаги
Плотность относится к весу каждого кубического сантиметра бумаги, является мерой структуры бумаги, индексом герметичности, определяет жесткость, прочность, проницаемость и поглощение бумаги и другие характеристики. При использовании различных видов необработанной бумаги клей после склеивания, высокая плотность необработанной бумаги благодаря собственному волокну имеет сильную взаимную тяговую силу, поэтому в сочетании с эффектом клея хорошая общая прочность склеивания высокая. Напротив, клей легко впитываться и диспергироваться оригинальной бумагой, та же доза проклейки, количество клея на единицу площади, уменьшать прочность сцепления между исходной бумагой, косвенно влиять на прочность на сжатие готового гофрированного картона.
3. влажность и калибровка бумаги
Гофрированный картон, используемый в оригинальной бумаге, обычно состоит из растительных волокон, после серии обработки будет содержать определенное количество воды, нормальный уровень следует контролировать на уровне 9–12%, что способствует формованию гофрированного картона. Если содержание воды в оригинальная бумага составляет менее 9%, после проклейки оригинальная бумага будет впитывать влагу и образовывать пузыри, уменьшая площадь склеивания между гофрированным материалом и тканью/бумагой. Если содержание воды в бумаге слишком велико, проклейка легко размывается, уменьшая прочность сцепления.
В то же время проклейка также будет иметь определенное влияние на содержание влаги в бумаге. Как правило, при производстве сырой бумаги применяется определенное количество водостойких коллоидов для улучшения процесса изготовления водостойкой сырой бумаги. для калибровки. Этот процесс требует разумного определения размера, чтобы оригинальная бумага не могла легко впитывать влагу, поддерживать стабильность содержания воды и обеспечивать прочность на сжатие готовой коробки. Однако, если калибровка слишком высокое, то есть низкое содержание влаги, необработанное бумажное волокно станет хрупким, что повлияет на прочность коробки на сжатие. Если размер бумаги слишком мал, она не сможет блокировать поглощение влаги, что приведет к увеличению содержания воды. бумаги, расширение волокна, прочность кольца на сжатие значительно снижается.
Two, the impact of corrugated box molding process
1. Edges and waveforms of corrugated boxes
Corrugated boxes are generally divided into A, B, C, E, K five types, the first four of which are most widely used.The a-type coil is A kind of corrugated shape first invented, which has the largest corrugated spacing and height, and the smallest number of coils per unit length. This shape has A certain degree of elasticity, which can play A good buffering performance and bear A large impact force.B type and A type of the opposite, the lowest corrugated height, unit length of the corrugated density, the surface of the paperboard flat, with high flat strength, in the external pressure is not easy to deform, good stability.Both the length and the number of corrugations per unit length of c-type coil are between type A and type B, and their performance is also between them.E - type coil is thin and dense, its rigidity and strength, feel hardness is better.Based on the above characteristics, the compressive strength after packing is A, C, B and E from high to low.In practice, in order to obtain higher compressive strength, usually use two or three kinds of corrugated corrugated board of three, five or seven layers.
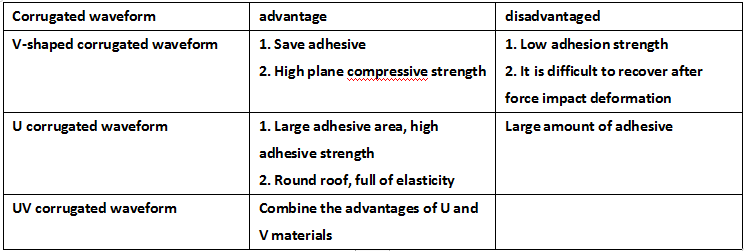
In addition to the shape of corrugated, corrugated board waveform will also affect the strength of corrugated board and boxes.V-shape, u-shape and UV shape are the three main waveforms with different characteristics, as shown in table 2.As can be seen from the table, UV is an ideal waveform, producers can also choose the right waveform according to the actual demand.
2. Length, width and height of corrugated cartons
Under the condition that the material of corrugated paper is consistent with the shape and waveform, the length, width and height of finished cartons are closely related to their compressive strength.As a rule of thumb, the ratio of length to width of corrugated cartons is between 1 and 1.8, which has the least impact on the compressive strength, only ±5%. When the ratio of the two is about 1.5, the compressive strength of cartons is the highest.In addition, the height of the carton should not be too high, should be controlled in 350~650mm, when the height increases, instability suddenly increase, compressive strength will also decline.Therefore, when designing the size of the carton, it is advisable to consider the three-party ratio comprehensively, so as to ensure that the carton has good compressive strength and reduce the waste of cost.
3. Printing technology
In the attention to brand publicity today, corrugated box printing design is more and more attention, but, printing technology in a certain extent will also cause the decline in the compressive strength of finished cartons.Mainly reflected in two aspects:
(1) влияние давления печати. Традиционный процесс печати оказывает определенное давление на гофрированный картон, если давление слишком велико, гофрированный картон легко разрушится, так что он потеряет первоначальную функцию сжатия;
(2) эффект пропитки чернил. Чернила являются неотъемлемой частью процесса печати, но они будут находиться на поверхности пропитки гофрированного картона, что серьезно снизит прочность коробки на сжатие. Когда область печати велика и время наложения печати, это будет сделать проникновение более очевидным.
В-третьих, факторы окружающей среды – влажность.
Согласно приведенному выше введению, гофрированные картонные коробки из-за использования волокнистых материалов с высокой впитывающей способностью легко впитывают воду, что приводит к снижению прочности на сжатие. Помимо контроля содержания влаги в материале во время обработки, такие факторы, как производственная среда, хранение окружающая среда, среда использования, погода и т. д. Может вызвать повышенную влажность окружающей среды в коробках из гофрокартона. Согласно анализу данных исследований, относительная влажность увеличилась с 40% до 60%, а прочность на сжатие снизилась больше всего, достигнув 17%. .Во-вторых, при относительной влажности от 80% до 90% прочность на сжатие снижается на 10%; наименьшее падение составляет от 60 до 80 процентов, то есть 7 процентов. Таким образом, видно, что чем выше влажность вокруг коробки из гофрокартона , тем больше потеря прочности на сжатие.
Электронная почта: hello@utstesters.com
Директ: + 86 152 6060 5085
Тел: +86-596-7686689
Сайт: utsterers.com.





 +86 152 6060 5085
+86 152 6060 5085
 English
English русский
русский español
español português
português العربية
العربية Polski
Polski









 hello@utstesters.com
hello@utstesters.com hello@utstesters.com
hello@utstesters.com +86 152 6060 5085
+86 152 6060 5085 +8615260605085
+8615260605085